
Drill string stabilizer
A stabilizer is a thick-walled hollow cylindrical component of a drill string with stabilizing blades circumferentially. Stabilizers are part of the bottom hole assembly (BHA) and provide stability to the drill string. Stabilizers have box and pin ends with API connections to be able to easily install at the desired position in the drilling assembly.
Objectives of having a stabilizer in the drill string
Stabilizers ensure that the drill string rotates at or near the center of the borehole. They help avoid unintentional sidetracks, minimize vibrations, and enable efficient weight and torque transfer to the bit. Stabilizers are an essential part of the drilling assembly as they increase drill string stiffness, which helps minimize the crookedness of the hole. They also minimize loss of energy through string vibrations, making the drilling process more efficient. Stabilizers help control hole deviation, reduce the risk of differential sticking, and ream out doglegs and key seats. Stabilizers act as nodal points in the string and influence an assembly's build and drop tendencies. Since the stabilizer blade diameter is very close to the drill bit size, it also provides some reaming action, smoothening the walls of the borehole.
Stabilizers are normally kept slightly under gauge than the bit size to avoid excessive torque. The gauge of the stabilizer is also planned based on the intended build or drop requirement and is part of the directional drilling BHA design. Stabilizer blades tend to wear over time due to constant contact and friction with the borehole wall. This wear reduces the stabilizer gauge, which can affect the build or drop tendency of the BHA. Hard-facing is provided on the blades as gauge protection. Various types of hard-facing like crushed tungsten carbide, inserts, or buttons are used depending on the type of formation to be drilled.
Types of stabilizers
Stabilizer designs vary based on their intended use and objectives. They can be categorized in several different ways.
1. Classification based on the position in the string:
a. In-string stabilizer: If a stabilizer is used in the string between two drill collars, it is called an ‘In-string stabilizer’. This is the most used configuration, and the stabilizer has a pin-to-box connection to install it within the string. The position and the gauge of the stabilizer are decided based on string vibration simulation and build tendency analysis to suit the well plan requirements.

b. Near-bit stabilizer: If a stabilizer is installed just above the bit, it is called a ‘Near-bit stabilizer’. Since the drill bit has a pin connection, the near-bit stabilizer has box-to-box connections to be able to connect between the pin end of the drill bit and the pin end of the drill collar. A near-bit stabilizer reduces the bit tilt and provides more stability to the bit while drilling. Having a near-bit stabilizer helps in reducing bit whirl and hole crookedness.

2. Classification based on stabilizer design:
Blades of stabilizers have different designs to suit different conditions and applications.
a. Welded blade stabilizer: In a welded blade stabilizer, three or four hard-faced blades are welded on the stabilizer body. Heat treatment is also carried out after welding. They are normally used in large-diameter holes. Welded blade stabilizers are not recommended for drilling hard formations as the welded joints can be damaged.
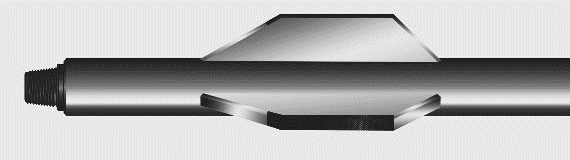
b. Integral blade stabilizer: The blades in such stabilizers are integral to the body of the stabilizer. They are cut out of a single piece of heat-treated ingot. Once the blade surface wears out to an unacceptable level, the stabilizer is sent to the shop for inspection and refurbishing needs.

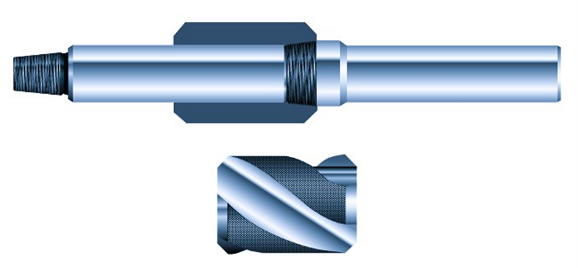
c. Replaceable sleeve stabilizer: A replaceable sleeve stabilizer has a threaded mandrel and a bladed sleeve screwed on it. Once the blade wears and is out of specification, the sleeve can be easily replaced on the rig, without the need for sending the whole stabilizer to the shop for refurbishing.
d. Replaceable wear pad stabilizer: Integral blade stabilizers are provided with hard facing for gauge protection. Once the hard facing wears out and the stabilizer becomes under gauge, it needs to be sent to the machine shop for refurbishing. The replaceable wear pad stabilizers have wear-resistant pads installed on the blade surface. Once the pad surface wears out, it can be replaced on the rig floor itself rather than sending it to the machine shop for refurbishment. Wear pads are firmly secured in the slot in the stabilizer blades. Different mechanisms can be used for securing the wear pads. A common way is through a dowel pin with nuts and screws to ensure that lateral as well as axial movements are prevented. Usually, there is a wear indicator to indicate when the pad is worn out of specifications and should be changed.

3. Classification based on blade types:
a. Straight blade stabilizer: These stabilizers have straight vertical blades attached to the mandrel. They can either be integral, welded, or replaceable sleeve blades. Straight blade stabilizers have less surface contact and wrap angle. They however provide higher fluid concentration and less probability of getting balled up while drilling sticky shale formations. Straight-blade stabilizers are mostly used in motor housing for sliding operations.

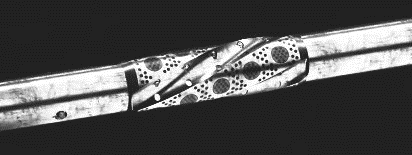
b. Spiral blade stabilizer: Spiral blade stabilizers have their blades at an angle rather than being coaxial with the body of the stabilizer. The configuration of the spiral blade stabilizers varies based on the number of blades, pad diameter, wrap angle, and taper angle.

4. Classification based on operation:
a. Rotating stabilizer: The stabilizers with integral, welded, or replaceable sleeve blades that rotate with the drill string are called ‘Rotating Stabilizers’. These are the commonly used stabilizers in drill strings.
b. Non-rotating sleeve stabilizer: As the name suggests, such stabilizers have a non-rotating rubber sleeve on the mandrel. The sleeve slides up or down with the mandrel but does not rotate with it. Sleeves can be easily replaced on the same mandrel as needed on-site. While drilling, the rotation and torque to the bit are transmitted through the mandrel whereas the stabilizer blades on the sleeve stay stationary providing stabilization to the string. Common applications of non-rotating stabilizers are in well abandonment, casing cutting, and fishing operations for achieving good centralization with no wall damage.

c. Adjustable gauge stabilizer (AGS): Also known as ‘Variable Gauge Stabilizers (VGS)’, are designed to be able to change the gauge of the stabilizer after running it downhole. The build and drop tendency of a BHA varies with the stabilization points and the gauge of the stabilizer. Once the BHA is run in a hole, the position of the stabilizers cannot be changed. However, if the build or drop tendencies of the assembly need to be altered based on the actual and planned hole trajectory comparison, it can be achieved by changing the gauge of the AGS without the need to pull out the string for changing the BHA configuration.
These stabilizers can have two or three different gauge settings that can be altered hydraulically through pump pressure. Adjustable gauge stabilizers provide greater inclination control and can be used with the motor as well as in rotary drilling assemblies.
References:
[1] https://orchidenergyglobal.com [2] https://sboe.ae [3] https://www.drillingtools.com